UASB Reactor untuk Industri Gula, Susu, Makanan & Minuman: Solusi Efisien Pengolahan Limbah Cair Industri.
Industri gula, susu, serta makanan dan minuman (food & beverage) menghasilkan limbah cair dengan kandungan organik tinggi seperti COD, BOD, lemak, protein, dan gula terlarut. Jika tidak diolah dengan benar, limbah ini dapat mencemari lingkungan dan melanggar baku mutu yang ditetapkan pemerintah.
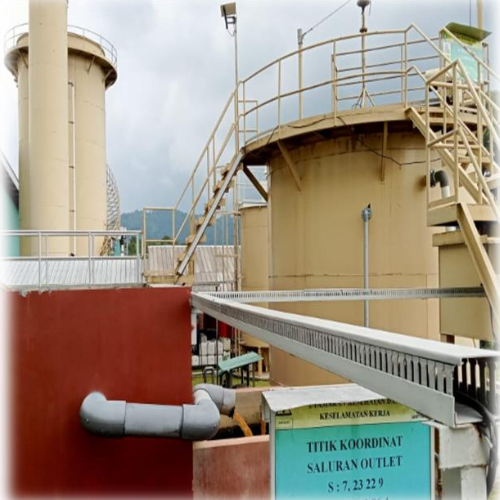
Salah satu teknologi IPAL yang terbukti efektif untuk menangani limbah cair berkadar organik tinggi adalah UASB Reactor (Upflow Anaerobic Sludge Blanket). Teknologi ini banyak digunakan pada industri proses karena efisiensi tinggi, biaya operasional rendah, dan kemampuan menghasilkan energi terbarukan berupa biogas.
Apa Itu UASB Reactor?
UASB Reactor adalah reaktor pengolahan limbah cair secara anaerobik di mana aliran limbah bergerak dari bawah ke atas (upflow) melewati lapisan lumpur aktif (sludge blanket).
Di dalam reaktor ini, mikroorganisme anaerob akan menguraikan senyawa organik kompleks menjadi gas metana (CH₄), karbon dioksida (CO₂), dan efluen yang lebih ramah lingkungan.
Prinsip Kerja UASB Reactor
- Influent limbah cair masuk dari bagian bawah reaktor.
- Limbah mengalir ke atas melewati sludge blanket yang kaya bakteri anaerob.
- Senyawa organik diuraikan menjadi biogas dan lumpur stabil.
- Gas dikumpulkan melalui gas separator di bagian atas.
- Efluen keluar dengan kadar COD dan BOD yang jauh lebih rendah.
Proses ini berlangsung tanpa suplai oksigen, sehingga konsumsi energi relatif sangat kecil.
Karakteristik Limbah Industri yang Cocok untuk UASB
UASB Reactor sangat ideal untuk limbah dengan karakteristik berikut:
- COD tinggi (>2.000 mg/L)
- Kandungan gula, protein, dan karbohidrat tinggi
- Debit limbah relatif stabil
- Temperatur limbah hangat (optimal 30–37°C)
Karakteristik ini umum ditemukan pada industri gula, susu, dan makanan & minuman.
Aplikasi UASB Reactor di Berbagai Industri
1. Industri Gula
Limbah industri gula mengandung:
- Gula terlarut tinggi
- COD dan BOD sangat besar
- Debit limbah kontinu selama musim produksi
UASB mampu menurunkan COD hingga 70–90% serta menghasilkan biogas yang dapat dimanfaatkan sebagai bahan bakar boiler atau pembangkit listrik.
2. Industri Susu & Produk Olahan
Industri susu menghasilkan limbah dengan:
- Lemak dan protein tinggi
- COD fluktuatif
- Potensi bau tinggi jika tidak diolah
UASB efektif untuk menstabilkan limbah susu sebelum dilanjutkan ke proses aerobik, serta mengurangi beban IPAL secara signifikan.
3. Industri Makanan & Minuman (F&B)
Industri F&B seperti:
- Minuman ringan
- Makanan olahan
- Pabrik saus dan kecap
menghasilkan limbah kaya karbohidrat yang sangat cocok untuk proses anaerobik UASB, sehingga biaya pengolahan dapat ditekan secara signifikan.
Keunggulan UASB Reactor untuk Industri
Berikut keunggulan utama penggunaan UASB Reactor:
1. Efisiensi Penurunan COD Tinggi
Mampu menurunkan COD hingga 90%, sehingga sangat efektif sebagai tahap awal IPAL industri.
2. Biaya Operasional Rendah
Tidak membutuhkan root blower atau aerator besar seperti sistem aerobik.
3. Produksi Biogas
Biogas dapat dimanfaatkan sebagai energi alternatif untuk:
- Boiler
- Genset
- Pemanas proses produksi
4. Produksi Lumpur Lebih Sedikit
Dibanding sistem aerobik, UASB menghasilkan lumpur jauh lebih sedikit.
5. Jejak Lingkungan Lebih Rendah
Mendukung konsep green industry dan keberlanjutan lingkungan.
Keterbatasan UASB Reactor
Meski unggul, UASB memiliki beberapa keterbatasan:
- Waktu start-up relatif lama
- Sensitif terhadap perubahan beban organik ekstrem
- Biasanya membutuhkan post-treatment aerobik agar memenuhi baku mutu akhir
Namun, dengan desain dan kontrol yang tepat, keterbatasan ini dapat diatasi.
Kombinasi UASB dengan Sistem IPAL Lanjutan
Untuk hasil optimal, UASB sering dikombinasikan dengan:
- Aeration Tank / Activated Sludge
- MBBR atau Biofilter Aerobik
- Clarifier & Sand Filter
Kombinasi ini memastikan efluen memenuhi standar baku mutu pembuangan.

Kesimpulan: UASB Reactor merupakan solusi ideal untuk industri gula, susu, serta makanan & minuman yang menghasilkan limbah cair berkadar organik tinggi. Dengan efisiensi tinggi, biaya operasional rendah, dan kemampuan menghasilkan energi terbarukan, UASB menjadi pilihan unggulan dalam sistem IPAL industri modern.
Pemilihan desain yang tepat dan integrasi dengan sistem lanjutan akan memberikan hasil maksimal serta kepatuhan terhadap regulasi lingkungan.
Konsultasi & Penawaran Sistem UASB Reactor
Butuh solusi IPAL UASB untuk pabrik Anda?
Kami menyediakan layanan desain, fabrikasi, instalasi, dan upgrade UASB Reactor untuk industri gula, susu, dan makanan & minuman.
📞 Konsultasi Teknis & Penawaran: klik pada icon WhatsApp untuk terhubung langsung
📧 Email: salesmn182@gmail.com
Artikel terkait:
👉 Prinsip Kerja Up-flow Anaerobic Sludge Blanket
👉 Apa Itu Up-flow Anaerobic Sludge Blanket (UASB)
👉 5 Perbedaan Antara Proses Aerobik dan Anaerobik pada IPAL
👉 Faktor Stabilitas Granule pada UASB